

聯系電話:13950054212
+
 微信號:這個位置寫微信號
微信號:這個位置寫微信號

微信號:這個位置寫微信號





鈑金折彎切割的工藝流程
來源:www.bnsjd.cn 發布時間:2025年05月24日
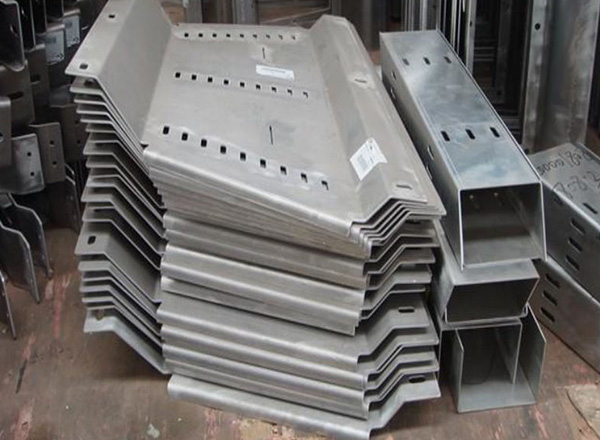
鈑金加工在現代工業中應用廣泛,其中折彎切割是關鍵的工藝流程。它能將金屬板材通過特定工藝加工成各種形狀,滿足不同的工業需求。

## 一、材料準備
首先要根據設計要求選擇合適的鈑金材料。材料的材質、厚度等特性直接影響產品的質量。常見的鈑金材料有碳鋼、不銹鋼等。選擇材料時需考慮其強度、韌性、耐腐蝕性以及成本等因素。例如,對于戶外使用的鈑金制品,通常會選用不銹鋼材料以增強其耐候性。
材料準備好后,需進行下料。下料方式有多種,如剪板機下料、激光切割下料等。剪板機下料適用于簡單形狀且精度要求相對不高的切割;激光切割則能實現高精度、復雜形狀的切割,能滿足各種設計需求。
## 二、折彎工藝
下料完成后進入折彎工序。折彎是將板材按照設計要求折成特定角度和形狀的過程。在折彎前,需要根據板材厚度、材質以及折彎角度等參數,調整折彎機的模具和壓力。
首先,將板材放置在折彎機的工作臺上,確保板材放置平穩且位置準確。然后,通過操作折彎機,使上模和下模對板材施加壓力,使其逐漸彎曲成所需角度。在折彎過程中,要注意控制折彎速度和壓力,避免出現折彎角度不準確、表面劃傷等問題。
為了保證折彎質量,還需進行一些輔助操作。例如,在折彎內角處可能需要添加折彎補償,以抵消板材在折彎過程中的回彈現象。同時,對于一些特殊形狀的折彎,可能需要使用專用的折彎模具或輔助工裝來確保折彎的精度和一致性。
## 三、切割工藝
切割是鈑金加工中的另一個重要環節。除了下料時的切割,在折彎后可能還需要進行一些局部的切割操作,以滿足產品的形狀要求。
常見的切割工藝有數控沖床切割、激光切割等。數控沖床切割適用于一些規則形狀的孔、槽等的加工,具有較高的加工效率。激光切割則能實現更復雜形狀的切割,且切割精度高、切口光滑。
在進行切割操作時,要根據切割工藝的要求,設置好切割參數,如切割速度、激光功率等。同時,要注意切割路徑的規劃,確保切割后的零件符合設計尺寸和形狀要求。切割完成后,還需對切割邊緣進行清理和打磨,去除毛刺和氧化皮等,以提高零件的表面質量。
## 四、質量檢測與修正
鈑金折彎切割完成后,需要進行嚴格的質量檢測。檢測內容包括尺寸精度、形狀精度、表面質量等方面。
尺寸精度檢測可使用量具,如卡尺、千分尺等,測量零件的關鍵尺寸,確保其符合設計圖紙要求。形狀精度檢測可通過三坐標測量儀等設備進行,檢查折彎角度、切割形狀等是否準確。表面質量檢測主要通過目視檢查,查看零件表面是否有劃傷、裂紋、變形等缺陷。
對于檢測中發現的不合格產品,要及時進行修正。如果是尺寸偏差較小,可以通過微調折彎或切割設備進行修正;對于形狀或表面質量問題較為嚴重的零件,則可能需要重新加工。
長樂鈑金折彎切割的工藝流程是一個嚴謹且復雜的過程,每個環節都相互關聯、相互影響。只有嚴格把控每個環節的質量,才能生產出高質量的鈑金產品,滿足不同行業的需求。
## 一、材料準備
首先要根據設計要求選擇合適的鈑金材料。材料的材質、厚度等特性直接影響產品的質量。常見的鈑金材料有碳鋼、不銹鋼等。選擇材料時需考慮其強度、韌性、耐腐蝕性以及成本等因素。例如,對于戶外使用的鈑金制品,通常會選用不銹鋼材料以增強其耐候性。
材料準備好后,需進行下料。下料方式有多種,如剪板機下料、激光切割下料等。剪板機下料適用于簡單形狀且精度要求相對不高的切割;激光切割則能實現高精度、復雜形狀的切割,能滿足各種設計需求。
## 二、折彎工藝
下料完成后進入折彎工序。折彎是將板材按照設計要求折成特定角度和形狀的過程。在折彎前,需要根據板材厚度、材質以及折彎角度等參數,調整折彎機的模具和壓力。
首先,將板材放置在折彎機的工作臺上,確保板材放置平穩且位置準確。然后,通過操作折彎機,使上模和下模對板材施加壓力,使其逐漸彎曲成所需角度。在折彎過程中,要注意控制折彎速度和壓力,避免出現折彎角度不準確、表面劃傷等問題。
為了保證折彎質量,還需進行一些輔助操作。例如,在折彎內角處可能需要添加折彎補償,以抵消板材在折彎過程中的回彈現象。同時,對于一些特殊形狀的折彎,可能需要使用專用的折彎模具或輔助工裝來確保折彎的精度和一致性。
## 三、切割工藝
切割是鈑金加工中的另一個重要環節。除了下料時的切割,在折彎后可能還需要進行一些局部的切割操作,以滿足產品的形狀要求。
常見的切割工藝有數控沖床切割、激光切割等。數控沖床切割適用于一些規則形狀的孔、槽等的加工,具有較高的加工效率。激光切割則能實現更復雜形狀的切割,且切割精度高、切口光滑。
在進行切割操作時,要根據切割工藝的要求,設置好切割參數,如切割速度、激光功率等。同時,要注意切割路徑的規劃,確保切割后的零件符合設計尺寸和形狀要求。切割完成后,還需對切割邊緣進行清理和打磨,去除毛刺和氧化皮等,以提高零件的表面質量。
## 四、質量檢測與修正
鈑金折彎切割完成后,需要進行嚴格的質量檢測。檢測內容包括尺寸精度、形狀精度、表面質量等方面。
尺寸精度檢測可使用量具,如卡尺、千分尺等,測量零件的關鍵尺寸,確保其符合設計圖紙要求。形狀精度檢測可通過三坐標測量儀等設備進行,檢查折彎角度、切割形狀等是否準確。表面質量檢測主要通過目視檢查,查看零件表面是否有劃傷、裂紋、變形等缺陷。
對于檢測中發現的不合格產品,要及時進行修正。如果是尺寸偏差較小,可以通過微調折彎或切割設備進行修正;對于形狀或表面質量問題較為嚴重的零件,則可能需要重新加工。
長樂鈑金折彎切割的工藝流程是一個嚴謹且復雜的過程,每個環節都相互關聯、相互影響。只有嚴格把控每個環節的質量,才能生產出高質量的鈑金產品,滿足不同行業的需求。
上一條:
鈑金折彎?的定制注意事項
下一條:
金屬激光切割如何實現快速切割





 添加微信
添加微信
 電話咨詢
電話咨詢
